
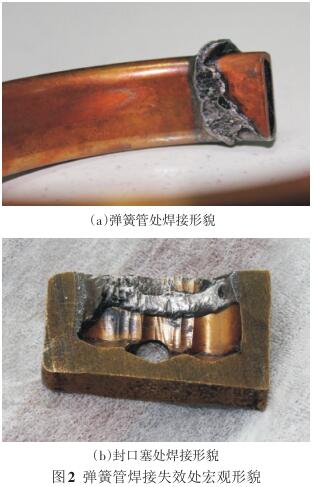
’Σ “Σ âΚΝΠ±μ ß–ß ¬Ι Ϋo”ΆΧοΑ≤»Ϊ…ζ°a(ch®Θn)Μν³”(d®Αng)éß¹μ‰O¥σΒΡ™p ßΓΘ¨Π(du®§)Ρ≥”ΆΧοΒΡ“ΜΤπΤ’Ά®âΚΝΠ±μΟήΖβ ß–ß ¬Ι ΏM(j®§n)––ΝΥ’{(di®Λo)≤ιΘ§Ά®Ώ^âΚΝΠ±μ ß–ß–ΈΟ≤Κξ”^―–ΨΩΓΔΈΔ”^”^≤λΦΑΜ·¨W(xu®Π)≥…Ζ÷Ζ÷ΈωΒ»ΖΫΖ®¨Π(du®§) ß–ß‘≠“ρΏM(j®§n)––ΝΥΖ÷ΈωΓΘΫY(ji®Π)Ιϊ±μΟςΘ§âΚΝΠ±μ ß–ß ¬Ι «“ρè½Μ…Ιή≈cΖβΩΎ»ϊΓΔΏB½UΚΗΫ”≤ΩΈΜ¥φ‘ΎΚΗΫ”»±œίΓΘΫ®Ήh‘™”ΆΧο¨Π(du®§)‘Ύ”ΟΦΑéλ(k®¥)¥φΒΡΆ§–ΆΧ•(h®Λo)âΚΝΠ±μΏM(j®§n)––Ή–Φö(x®§)ôz≤ιΘ§¨Π(du®§)¥φ‘Ύ”–ΚΗΫ”»±œίΒΡâΚΝΠ±μΏM(j®§n)––―a(b®≥)ΚΗΧéάμΘ§“‘Οβ‘Ό¥ΈΑl(f®Γ)…ζ ß–ß ¬Ι ΘΜ¨Π(du®§)ΚΗΫ”ΚσΒΡΫY(ji®Π)‰΄(g®Αu)ΏM(j®§n)––ΤΘ³Ύ€y(c®®)‘΅‘΅ρû(y®Λn)Θ§“‘±ΘΉCâΚΝΠ±μùMΉψ Ι”Ο“Σ«σΓΘ
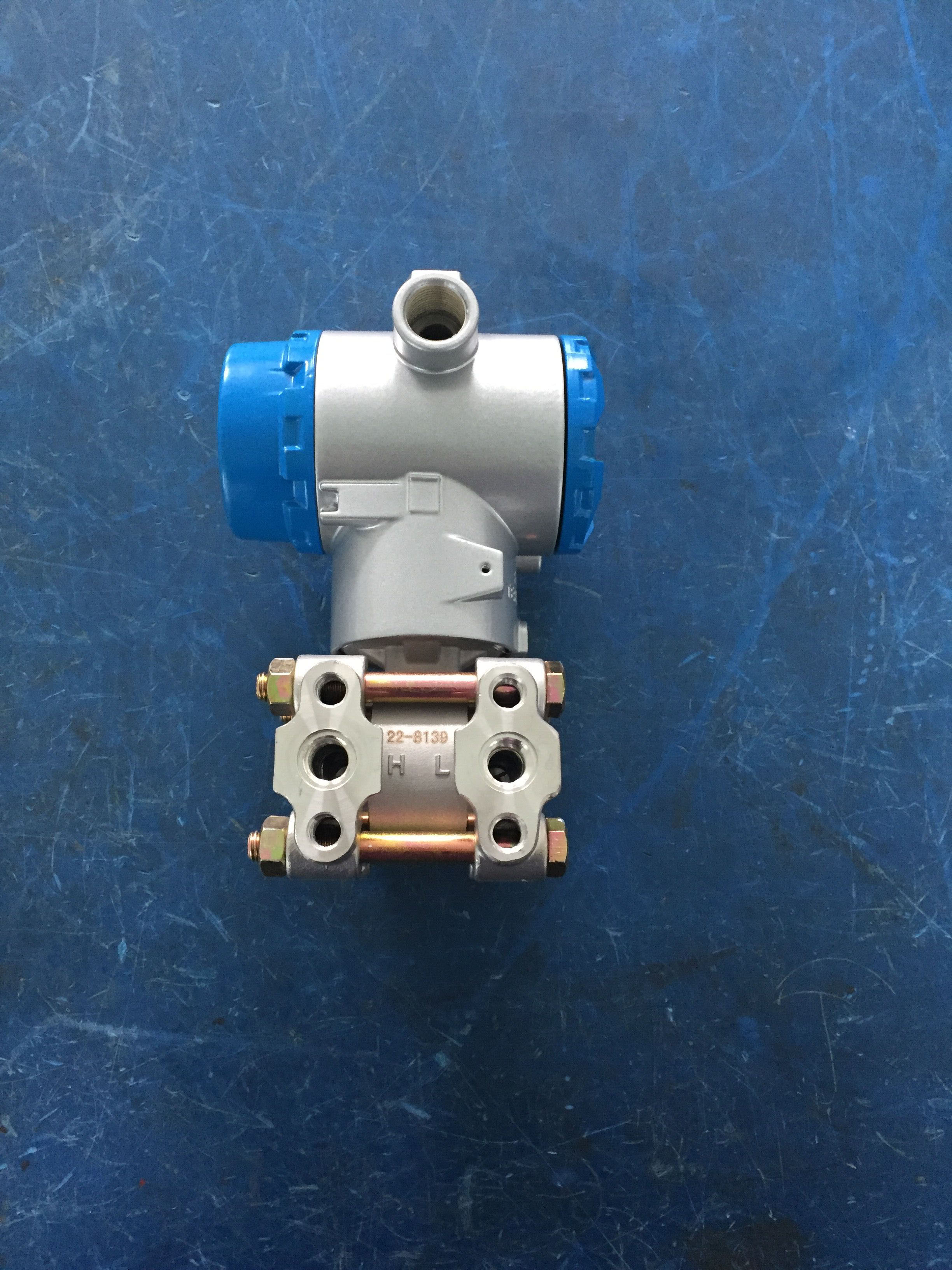
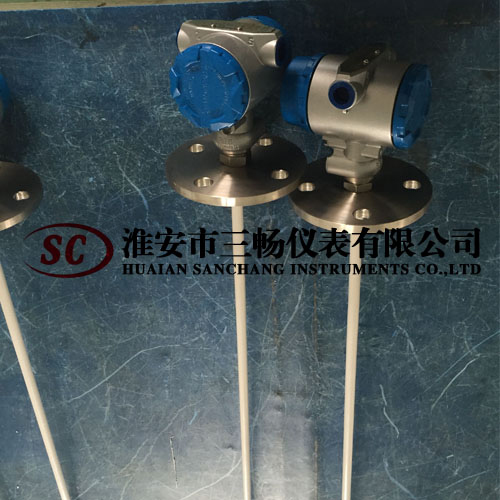
è½Μ…Ιή ΫâΚΝΠ±μ «“‘è½Μ…ΙήûιΟτΗ–‘ΣΦΰΒΡâΚΝΠ€y(c®®)ΝΩ?j®©)xΓΘè½Μ…Ιή‘ΎâΚΝΠΚΆ’φΩ’ΒΡΉς”Οœ¬Θ§°a(ch®Θn)…ζè½–‘–ΈΉÉΘ§“ΐΤπΙήΕΥΈΜ“ΤΘ§ΤδΈΜ“ΤΆ®Ώ^…»–ΈΐXίܲς³”(d®Αng)ôC(j®©)‰΄(g®Αu)ΏM(j®§n)––Ζ≈¥σΘ§²ςΏfΫo÷Η Ψ―b÷ΟΘ§ο@ Ψ±Μ€y(c®®)âΚΝΠΓΘ”ΆΧο≤…”Ά‰δ…œΒΡ”ΆâΚâΚΝΠ±μ”Ο¹μ±O(ji®Γn)€y(c®®)”ΆΨ°÷–”ΆΙήΒΡâΚΝΠΘ§Ϋo≤ΌΉς»ΥÜTΚΆΦΦ–g(sh®¥)»ΥÜTΧαΙ©÷Ί“ΣΒΡÖΔîΒ(sh®¥)–≈œΔΓΘΡ≥”ΆΧο―≤Ψ°»ΥÜT‘Ύ―≤ôzïr(sh®Σ)Αl(f®Γ)§F(xi®Λn)Ψ°àω(ch®Θng)¥σΟφΖeΈέ»ΨΘ§Ϋ¦(j®©ng)ôz≤ι¥_’J(r®®n)”ΆΈέ «”…≤…”Ά‰δ…œ–ΆΧ•(h®Λo)ûιY-100âΚΝΠ±μΟήΖβ ߖߨß(d®Θo)÷¬Θ§±μÉ»(n®®i)»Ϊ≤Ω «”ΆΈέΘ§±μ±PΤΤΝ―ΓΘ‘™âΚΝΠ±μ ß–ß–ΈΟ≤»γàD1Υυ ΨΓΘ”ΆΧοΚσ¹μ”÷Αl(f®Γ)…ζéΉΤπâΚΝΠ±μ ß–ß ¬Ι ΨυûιΆ§ΤΎΌè(g®Αu)»κΒΡ–ΆΧ•(h®Λo)Y-100âΚΝΠ±μΘ§Ώ@Ϋo‘™”ΆΧοΑ≤»Ϊ…ζ°a(ch®Θn)Μν³”(d®Αng)éß¹μ‰O¥σΒΡ™p ßΓΘûι’“≥ω‘™νêâΚΝΠ±μ ß–ß‘≠“ρΘ§±ήΟβ¥Υνê ¬Ι ‘Ό¥ΈΑl(f®Γ)…ζΘ§¨Π(du®§)‘™ΤπâΚΝΠ±μ ß–ß ¬Ι ΏM(j®§n)––ΝΥ’{(di®Λo)≤ιΖ÷ΈωΓΘΆ®Ώ^¨Π(du®§) ß–ßâΚΝΠ±μΚξ”^ΓΔΈΔ”^–ΈΟ≤ΒΡ―–ΨΩ“‘ΦΑΜ·¨W(xu®Π)≥…Ζ÷Ζ÷ΈωΘ§ξUΟςΝΥ‘™âΚΝΠ±μ ß–ß‘≠“ρΘ§Χα≥ωΝΥœύëΣ(y®©ng)ΒΡνA(y®¥)Ζά¥κ ©ΓΘ

1 ‘΅ρû(y®Λn)Ζ÷Έω
1.1 Κξ”^–ΈΟ≤Ζ÷Έω
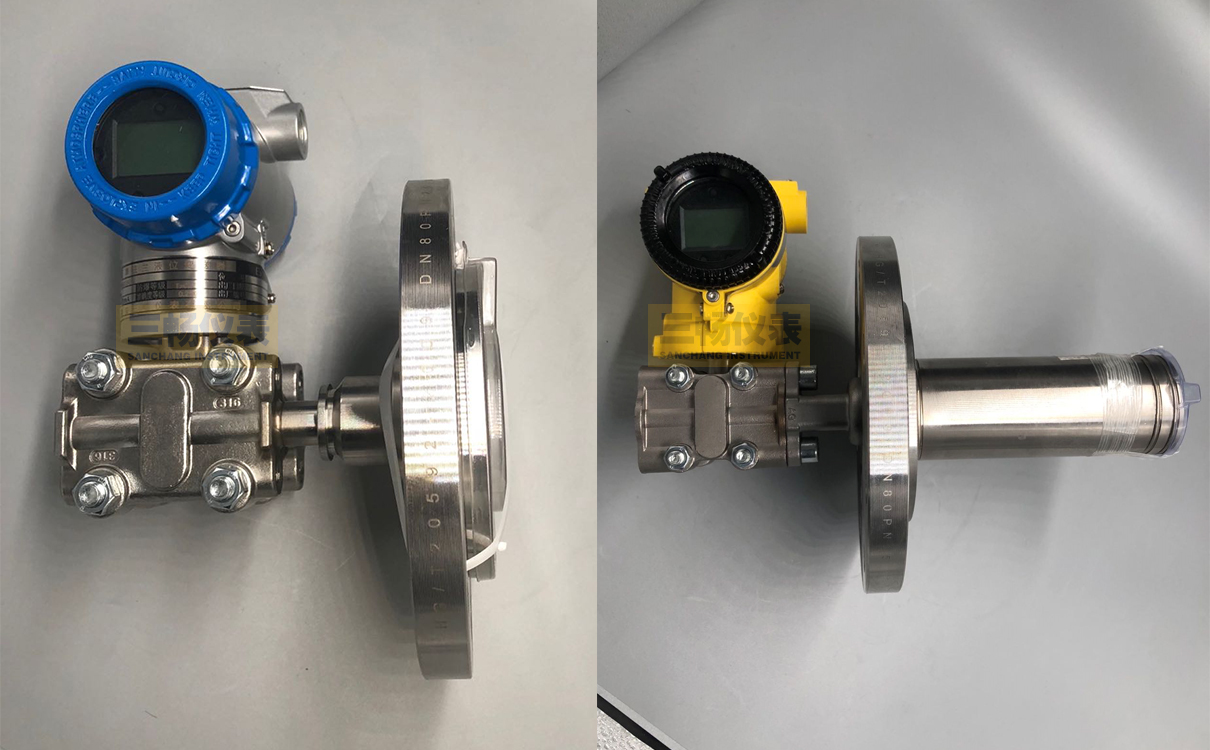
‘™ ß–ßâΚΝΠ±μè½Μ…ΙήΆξ»ΪΟ™¬δΘ§Ζ÷Ϋβè½Μ…ΙήΚσΩ¥ΒΫè½Μ…Ιή≈cΖβΩΎ»ϊΏBΫ”ΕΥΦs1 cmΕΈÉ»(n®®i)”–”ΆΈέΘ§Ηϋ…νΒΡ≤ΩΈΜ¦]”–”ΆΈέΓΘ”ΟΨΤΨΪ«εœ¥è½Μ…Ιή≈cΖβΩΎ»ϊΏBΫ”ΕΥ≤ΩΓΘΩ…Ω¥ΒΫè½Μ…Ιή…œεaΚΗΟφΝœΧν≥δ≤ΜΨυ³ρΓΘΚΗΫ”ΧéΩ…ΡΩ€y(c®®)ΒΫΚΗΫ”öβΩΉ»±œίΘ§»γàD2Θ®aΘ©Υυ ΨΓΘ¨Δ≈c÷°¨Π(du®§)ëΣ(y®©ng)ΒΡΖβΩΎ»ϊΚΗΫ”Χé”ΟΨÄ«–Ην¨Π(du®§)Τ Θ§”^€y(c®®)ΒΫΚΗεaδ¹’ΙΟφ≤ΜΨυ³ρΘ§”––ßΏBΫ”Ö^(q®±)”ρ≤ΜΒΫΏBΫ”ΟφΒΡ50%Θ§»γàD2Θ®bΘ©Υυ ΨΓΘ
1.2 ΈΔ”^–ΈΟ≤≈cΜ·¨W(xu®Π)‘ΣΥΊΖ÷Έω
¨Π(du®§)è½Μ…ΙήΒΡΫπœύΏM(j®§n)––Ζ÷ΈωΘ§≤…”Ο»ΐ¬»Μ·ηFϊ}Υα»ή“ΚΗ·Έg³©Θ§άϊ”Ο–ΆΧ•(h®Λo)ûιAX10ΒΡΫπœύο@ΈΔγR¨Π(du®§)è½Μ…Ιήο@ΈΔΫMΩ½ΏM(j®§n)––”^≤λΘ§»γàD3Υυ ΨΓΘ
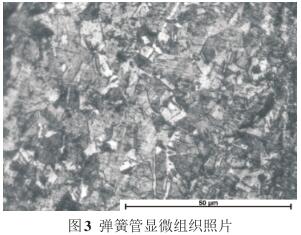
”…àD3Ω…“‘Ω¥≥ωΘ§è½Μ…Ιήο@ΈΔΫMΩ½ûιÜΈœύαϋSψ~Θ§ο@ΈΔΫMΩ½Έ¥ôz≤ιΒΫΟςο@äAκsΓΘ“ά™ΰ(j®¥)GB/T 6394—2002‰Υ(bi®Γo)€ (zh®≥n)¨Π(du®§)è½Μ…ΙήΨßΝΘΕ»ΏM(j®§n)––‘u(p®Σng)Ε®Θ§ΫY(ji®Π)Ιϊûι11Φâ(j®Σ)ΓΘ
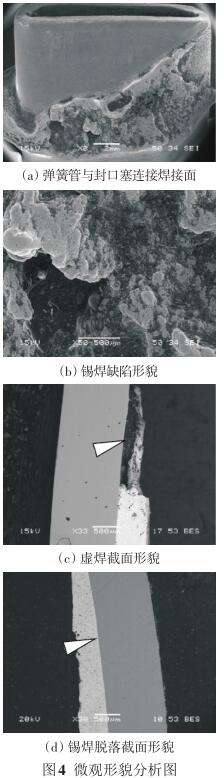
¨Δ‘™âΚΝΠ±μè½Μ…ΙήΟ™¬δΕΥ‘Ύ£ΏΟηκäΉ”ο@ΈΔγRœ¬ΏM(j®§n)––ΈΔ”^–ΈΟ≤≈c‘ΣΥΊΖ÷ΈωΘ§”^≤λΒΫΚΗΫ”Ö^(q®±)”ρΚΗΝœδ¹’Ι≤ΜΨυ³ρΘ§è½Μ…ΙήΚΗΫ”≤ΩΖ÷ΩΩΫϋΕΥΟφΧé”–¥σΤ§Ö^(q®±)”ρ¦]”–ΚΗεaΘ§»γàD4Θ®aΘ©ΚΆΘ®bΘ©Υυ ΨΓΘ«–»Γè½Μ…ΙήΚΗΫ”ΫΊΟφΘ§”^≤λΒΫè½Μ…Ιή±μΟφ”–≤ΩΖ÷Χ™ΚΗΕΈΦΑΚΗΫ”Ο™¬δΕΈΘ§»γàD4Θ®cΘ©ΚΆΘ®dΘ©Υυ ΨΓΘΚΗΫ”Ϋ”ν^¥φ‘ΎΝ―ΦyΓΔäA‘ϋΓΔöβΩΉΒ»»±œίΘ§¨Π(du®§)Ϋ”ν^ΒΡλoΝΠ¨W(xu®Π)–‘ΡήΒΡ”Αμë“ΜΑψ≤ΜΟςο@Θ§ΒΪ «¨Π(du®§)ΚΗΫ”ΫY(ji®Π)‰΄(g®Αu)ΒΡΤΘ³Ύ–‘Ρή”ΑμëÖs °Ζ÷ο@÷χΓΘâΚΝΠ±μè½Μ…Ιή‘ΎΙΛΉςïr(sh®Σ) ήΒΫ≤®³”(d®Αng)âΚΝΠΒΡΉς”ΟΘ§ΚΗΫ”»±œίΨΆïΰ(hu®§)“ΐΑl(f®Γ)è½Μ…ΙήΒΡΤΘ³Ύ ß–ßΓΘ
¨Π(du®§)ΚΗΫ”ΧéΏM(j®§n)––ΈΔÖ^(q®±)ΡήΉVΖ÷ΈωΘ§»γàD5Υυ ΨΓΘΤδ÷–è½Μ…ΙήûιΦÉψ~÷Τ‘λΘ§ΚΗΝœ÷ς“Σ≥…Ζ÷ûιPbΚΆSnΘ§”–ΈΔΝΩΒΡAlΓΔCoκsΌ|(zh®§)‘ΣΥΊΓΘκsΌ|(zh®§)‘ΣΥΊΟςο@ïΰ(hu®§)”ΑμëΚΗΝœΒΡùô(r®¥n)ùώ–‘ΚΆΝς³”(d®Αng)–‘Θ§Φ”÷°ΖβΩΎ»ϊΒΡéΉΚΈΆβ–Έ»ί“Ή”–öβœΕΚΆΝ―ΦyΘ§ ΙΚΗΫ”ϋc(di®Θn)ΒΡèä(qi®Δng)Ε»œ¬ΫΒΓΘ
2 ΨCΚœ”ë’™
Ζ÷Έω…œ ω‘΅ρû(y®Λn)ΫY(ji®Π)ΙϊΩ…“‘Ω¥≥ωΘ§ΚΗΫ”Ό|(zh®§)ΝΩ≤ν «“ΐΤπ¥Υ¥ΈâΚΝΠ±μ ß–ß ¬Ι ΒΡ÷ς“Σ‘≠“ρΓΘ‘™âΚΝΠ±μè½Μ…Ιή≈cΖβΩΎ»ϊ÷°ιg≤…”ΟεaΚΗΏBΫ”Θ§Φ¥άϊ”ΟΒΆ»έϋc(di®Θn)ΒΡεaΚΗΝœΦ”üα»ήΜ·ΚσΘ§ùB»κ≤ΔΧν≥δΫπ¨ΌΦΰΏBΫ”ΧéιgœΕΓΘΝΦΚΟΒΡεaΚΗΚΗϋc(di®Θn)ëΣ(y®©ng)‘™ΨΏ”–άΈΙΧΒΡôC(j®©)–ΒΙΧΕ®–‘Θ§ΚΗεaëΣ(y®©ng)Άξ»ΪΫΰùô(r®¥n)Θ§ΚΗΦΰΒΡίÜάΣ«ε≥ΰΘ§εaΚΗΟφΙβΝΝùô(r®¥n)ù…ΓΘèΡè½Μ…Ιή≈cΖβΩΎ»ϊΒΡ¨Π(du®§)Τ ΟφΩ…“‘Ω¥≥ωΘ§”––ßΒΡΚΗΫ”ΏBΫ”ΟφΖe≤ΜΒΫ50%Θ§ΚΗΫ”Χé”–ΡΩ€y(c®®)Ω…“äΒΡöβΩΉ»±œί;èΡè½Μ…Ιή≈cΖβΩΎ»ϊΚΗΫ”ΧéΈΔ”^–ΈΟ≤Ω…“‘Ω¥≥ωΘ§ΚΗΫ”ΧéεaΚΗΟφ≤ΜΨυ³ρΘ§‘ϋΕχ≤Μ¨ç(sh®Σ)Θ§εaΚΗΟφ≤ΔΈ¥Χν≥δΒΫ’ϊ²Ä(g®®)Ö^(q®±)”ρΘΜΚΗΫ”ϋc(di®Θn)ΒΡEDS‘ΣΥΊΖ÷≤ΦàD÷–Ω…Ω¥≥ω”–ΈΔΝΩΒΡAl‘ΣΥΊκsΌ|(zh®§)ΓΘεaΚΗΌ|(zh®§)ΝΩ≈cΚΗΫ”Φΰ±μΟφùçÉτ≥ΧΕ»ΓΔΚΗΫ”€ΊΕ»ΓΔΚΗΫ”ïr(sh®Σ)ιgΓΔΚΗΫ” ÷Ζ®Β»ΕύΖΫΟφ“ρΥΊ”–ξP(gu®Γn)Θ§ΚΗΫ”»±œί¨Π(du®§)è½Μ…Ιή≈cΖβΩΎ»ϊΚΗΫ”ΏBΫ”ΧéΒΡΤΘ³Ύ–‘Ρή”–Κή¥σΒΡ”ΑμëΓΘΝμΆβΘ§ΚΗΫ”ΚσΒΡάδÖsΏ^≥Χ÷–Θ§ΚΗΩpΫπ¨ΌσwΖeΉÉΜ· ΙΒΟΚΗΫ”ΏBΫ”Χé°a(ch®Θn)…ζΫMΩ½ëΣ(y®©ng)ΝΠΘ§“≤ïΰ(hu®§)”Αμëè½Μ…ΙήΒΡΤΘ³Ύ–‘ΡήΓΘ
è½Μ…ΙήΙΛΉςïr(sh®Σ)Χé”Ύë“±έ†νëB(t®Λi)Θ§ ήΤΘ³ΎëΣ(y®©ng)ΝΠΉς”ΟΘ§‘Ύ≥÷άm(x®¥)ΙΛΉςΏ^≥Χ÷–”–Ω…Ρή¨ß(d®Θo)÷¬è½Μ…Ιή°a(ch®Θn)…ζΤΘ³Ύι_Ν―ΓΘè½Μ…ΙήΚΗΫ”ΈΜ÷Ο¨Ό”ΎëΣ(y®©ng)ΝΠΦ·÷–≤ΩΈΜΘ§Ν―Φyïΰ(hu®§)Éû(y®≠u)œ»‘Ύ‘™ΈΜ÷Ο°a(ch®Θn)…ζΘ§Φ”÷°‘™âΚΝΠ±μè½Μ…ΙήΚΗΫ”Χé¥φ‘Ύ»±œίΘ§“ρ¥ΥΦ”ΥΌΝΥ ß–ßΓΘ¨Π(du®§)”–ΚΗΫ”»±œίΒΡâΚΝΠ±μΩ…“‘ΏM(j®§n)––―a(b®≥)ΚΗΧéάμΘ§“‘Οβ‘Ό¥ΈΑl(f®Γ)…ζ ß–ß ¬Ι ΓΘ
3 ΫY(ji®Π)’™ΚΆΫ®Ήh
1Θ©‘λ≥…âΚΝΠ±μΟήΖβ ß–ß ¬Ι ΒΡ÷ς“Σ‘≠“ρ «è½Μ…Ιή≈cΖβΩΎ»ϊΓΔΏB½UΚΗΫ”≤ΩΈΜ¥φ‘ΎΚΗΫ”Ό|(zh®§)ΝΩ»±œίΓΘ
2Θ©Ϋ®Ήh¨Π(du®§)‘™”ΆΧοéλ(k®¥)¥φ“‘ΦΑ’ΐ‘Ύ Ι”ΟΒΡΆ§–ΆΧ•(h®Λo)âΚΝΠ±μΉ–Φö(x®§)ôz≤ιΘ§¨Π(du®§)”–ΚΗΫ”»±œίΒΡâΚΝΠ±μΏM(j®§n)––―a(b®≥)ΚΗΧéάμΘ§“‘Οβ‘Ό¥ΈΑl(f®Γ)…ζ ß–ß ¬Ι ΓΘ
3Θ©Ϋ®ΉhâΚΝΠ±μ÷ΤΉςΏ^≥Χ÷–¨Π(du®§)ΚΗΫ”ΚσΒΡΫY(ji®Π)‰΄(g®Αu)ΏM(j®§n)––ΤΘ³Ύ€y(c®®)‘΅‘΅ρû(y®Λn)Θ§“‘±ΘΉCâΚΝΠ±μùMΉψ Ι”Ο“Σ«σΓΘ









 ξP(gu®Γn)ΉΔΈ“²É ¨ç(sh®Σ)§F(xi®Λn)Ι≤ΎA
ξP(gu®Γn)ΉΔΈ“²É ¨ç(sh®Σ)§F(xi®Λn)Ι≤ΎA